
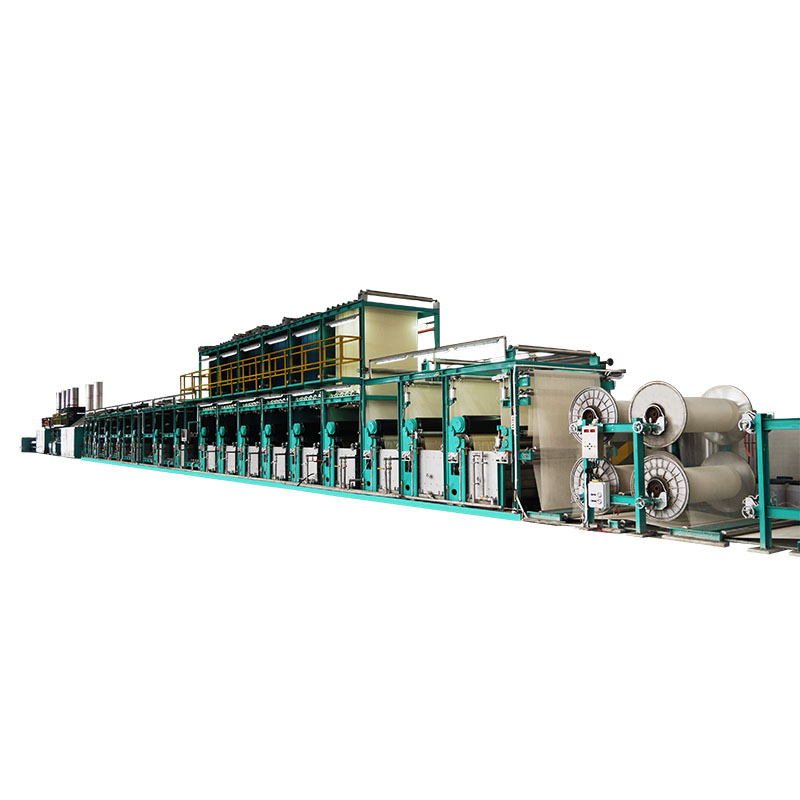
चीन इन्डिगो स्ल्याशर डाइङ रेन्ज आपूर्तिकर्ता
निर्दिष्टीकरणहरू
| 1 | मेसिनको गति (रंगाउने) | ६ ~ ३६ मिनेट/मिनेट |
| 2 | मेसिनको गति (साइजिङ) | १ ~ ५० मिनेट/मिनेट |
| 3 | प्रसारण लम्बाइ | ३२ मीटर (सामान्य) |
| 4 | संचयकर्ता क्षमता | १०० ~ १४० मीटर |


बीम क्रिलहरू
विशेषताहरू
| 1 | रंगाउने + साइजिङ |
| 2 | कुशल उत्पादन |
| 3 | धागोको न्यूनतम टुट्ने अवस्था |
| 4 | धेरै उत्पादन मोडहरू |
| 5 | अत्यधिक स्वचालित उत्पादन |

बिम ब्रेक

इलेक्ट्रिक क्याबिनेट आंशिक दृश्य
स्ल्यासर इन्डिगो रंगाईका लागि सिद्धान्तहरू
१. पहिला धागो तयार गरिन्छ (डोरी रंगाउनको लागि बल वार्पिङ मेसिनद्वारा, स्ल्यासर रंगाउनको लागि प्रत्यक्ष वार्पिङ मेसिनद्वारा) र बीम क्रिलबाट सुरु गरिन्छ।
२. पूर्व-उपचार बक्सहरूले रंगाउनको लागि धागो तयार पार्छन् (सफा गरेर र भिजाएर)।
३. रङ्ग बक्सहरूले धागोलाई नील (वा सल्फर जस्ता अन्य प्रकारका रङ्ग) ले रंगाउँछन्।
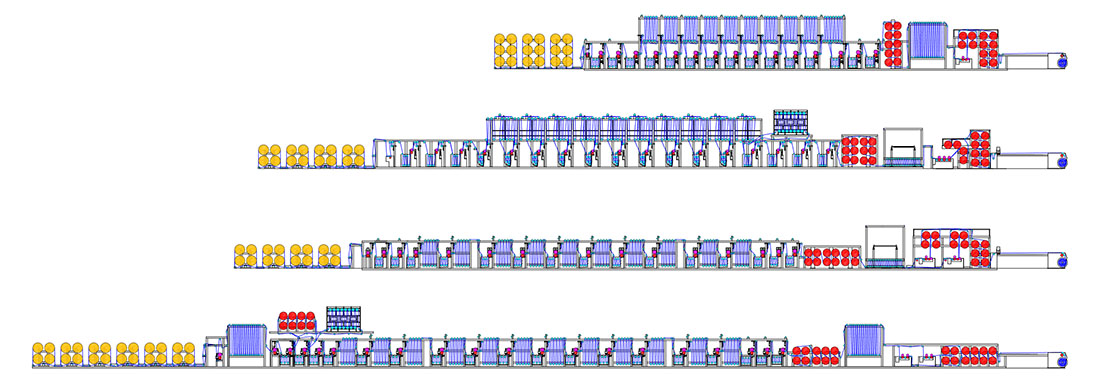
४. इन्डिगोलाई घटाइन्छ (अक्सिडेशनको विपरीत) र क्षारीय वातावरणमा ल्युको-इन्डिगोको रूपमा डाई बाथमा घुलनशील बनाइन्छ, जसमा हाइड्रोसल्फाइट रिडक्सन एजेन्ट हुन्छ।
५. डाई बाथमा ल्युको-इन्डिगो धागोसँग जोडिन्छ, र त्यसपछि एयरिङ फ्रेममा अक्सिजनको सम्पर्कमा ल्याइँदा, ल्युको-इन्डिगोले अक्सिजन (अक्सिडेशन) सँग प्रतिक्रिया गर्छ र नीलो हुन्छ।
६. बारम्बार डुबाउने र हावा दिने प्रक्रियाले नीललाई बिस्तारै गाढा रंगमा विकास गर्न अनुमति दिन्छ।
७. धुने पछिका बक्सहरूले धागोमा भएका अत्यधिक रसायनहरू हटाउँछन्, यस चरणमा विभिन्न उद्देश्यका लागि थप रासायनिक एजेन्टहरू पनि प्रयोग गर्न सकिन्छ।
८. साइजिङ प्रक्रिया एउटै मेसिनमा रंगाइसकेपछि तुरुन्तै गरिन्छ, अन्तिम बीमहरू बुनाईको लागि तयार हुन्छन्।
९. उत्पादकत्वको हिसाबले, स्ल्यासर रंगाई दायरामा सामान्यतया २४/२८ रोप रंगाई दायराको उत्पादन क्षमता लगभग आधा हुन्छ।
१०. उत्पादन क्षमता: स्ल्यासर रंगाई दायरा द्वारा लगभग ३०००० मिटर धागो।

हेडस्टक

साइजिङ बक्स

विभाजन क्षेत्र

स्ल्यासर रंगाउने मेसिनको माथिल्लो दृश्य


स्वचालित तनाव नियन्त्रण

एन्ड्रेस+हाउसर फ्लोमिटर

माथिल्लो पाना र तल्लो पाना





